 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Лесно се појавуваат грешки во производната линија и решенија
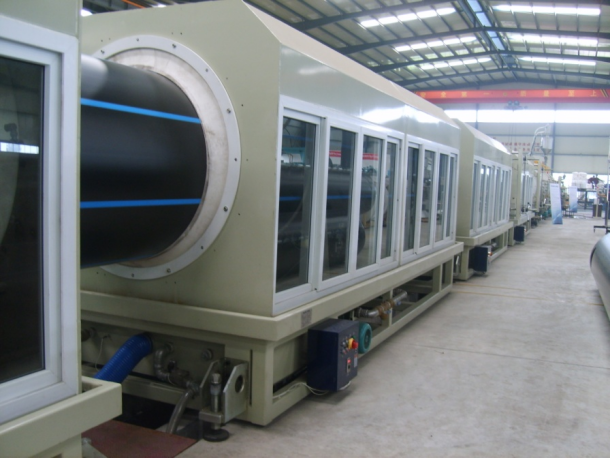
Ningbo Fangli Technology Co., Ltd.е апроизводител на механичка опремасо речиси 30 години искуство наопрема за истиснување на пластични цевки, нова заштита на животната средина и нова опрема за материјали. Од своето основање, Fangli е развиен врз основа на барањата на корисниците. Преку континуирано подобрување, независно истражување и развој на основната технологија и варење и апсорпција на напредна технологија и други средства, развивмеЛинија за истиснување на ПВЦ цевки, Линија за истиснување на цевки PP-R, Линија за истиснување на ЈП водовод / гасна цевка, што беше препорачано од кинеското Министерство за градежништво за замена на увезените производи. Ја стекнавме титулата „Првокласен бренд во провинцијата Жеџијанг“.
Еве, подготвивме некои неуспеси налинија за производство на цевкисо решенија како што следува за ваша референца:
· Намалете ја внатрешната температура на матрицата;
Прилагодете ја температурата на процесот:
· Намалете ја температурата на водата за ладење, а соодветната температура на водата за ладење на цевката е 20 ~ 25 ℃;
· Проверете го водениот пат за блокирање или недоволен притисок на водата;
· Проверете дали бурето, главата и другите грејни прстени се оштетени;
· Прилагодете го влезниот проток на ракавот за димензионирање;
· Консултирајте се со добавувачот на суровини и параметрите на суровината од оваа серија;
· Проверете ја температурата на јадрото на мувлата. Ако е повисока од температурата на делот за матрица, намалете ја температурата во средината;
· Исчистете ја мувлата;
2. На надворешната површина на пластичните цевки се појавуваат траги од жлебови
· Прилагодете го излезниот притисок на чаурата за димензионирање и излезот на вода треба да биде избалансиран;
· Прилагодете го аголот на млазницата во резервоарот за поставување вакуум за да се излади цевката рамномерно;
· Проверете дали во матрицата, ракавот за димензионирање, машината за сечење и други уреди има разни работи, бруси, итн.;
3. Траги од жлебови на внатрешната површина
· Проверете дали внатрешната цевка е наполнета со вода. Ако е наполнет со вода, штипнете го ембрионот на цевката на крутата излезна матрица за да ја затворите нејзината внатрешна празнина;
· Намалете ја внатрешната температура на матрицата;
· Исчистете ја и полирајте ја мувлата;
4. Прстен за тресење во внатрешноста на цевководот
· Прилагодете го излезот за вода на чаурот за одредување големина за да го направите излезот на вода униформа;
· Прилагодете го степенот на вакуум на втората комора така што степенот на вакуум на задната комора е малку повисок од оној на предната комора;
· Проверете дали заптивката за заптивање со правосмукалка е премногу затегната;
· Проверете дали тракторот се тресе;
· Проверете дали празнењето на главната машина е еднолично;
5. Нема вакуум
· Проверете дали е блокиран влезот за вода на вакум пумпата. Ако е блокиран, издлабете го со игла;
· Проверете дали вакуумската пумпа работи нормално;
· Проверете дали има истекување на воздух во вакуумскиот цевковод;
· Проверете дали малата дупка во средината на завртката за компресија на матрицата е блокирана. Ако е блокиран, продлабочете го со парична казна железна жица;
6. Надвор од толеранција на големината на надворешниот круг на цевката
· Големината на надворешниот круг може да се промени со прилагодување на степенот на вакуум;
· Прилагодувањето на брзината на влечење може да ја промени големината на надворешниот круг;
· Поправете ја големината на внатрешната дупка на ракавот за димензионирање;
7. Заобленоста на цевката е надвор од толеранција
· Прилагодете го аголот на млазницата на машината за поставување вакуум и резервоарот за прскање за да се направи цевката рамномерно да се излади;
· Проверете ја машината за поставување на вакуум, висината на нивото на водата во резервоарот за прскање и притисокот на манометарот за притисок на водата за да го направите обемот на прскање голем и моќен;
· Проверете ја температурата на водата на машината за поставување вакуум и на резервоарот за прскање. Ако е > 35 ℃, потребно е да се конфигурира системот за ладна вода или да се додаде резервоар за ладење со прскање;
· Проверете го водениот пат и исчистете го филтерот;
· Прилагодете го процесот;
· Проверете ја и поправете ја заобленоста на внатрешната дупка на чаурот за димензионирање;
· Прилагодете го уредот за стегање на водилката за цевки за да ја поправите овалноста на цевката;
8.Нерамна дебелина на ѕидот на цевката
· Прилагодете ја дебелината на ѕидот на матрицата;
· Прилагодете го аголот на млазницата на машината за поставување вакуум и кутијата за прскање за цевката да се излади рамномерно;
· Прилагодете го излезот за вода на чаурот за одредување големина за да го направите излезот на вода униформа;
· Расклопете го калапот, проверете дали завртките внатре во калапот се олабавени и повторно затегнете;
9. Температурата на пластифицирање е превисока
· Прилагодете го процесот;
· Прилагодете ја температурата на загревање на јадрото на мувлата и проветрете ја и изладете ја внатрешноста на калапот
10.Неточна должина на сечење
· Проверете дали должината на тркалото е компресирана;
· Проверете дали должината на тркалото се ниша и затегнете ги завртките за прицврстување на рамката на должината на тркалото; Проверете дали е оштетен прекинувачот за патување на машината за сечење;
· Проверете дали ротациониот енкодер е оштетен;
· Дали жиците на ротациониот енкодер се одлемуваат (дали базата на воздухопловниот приклучок е во добар контакт);
· Секоја единечна машинска обвивка (ПЕ терминал) ќе биде сигурно заземјена со поврзување на жица за заземјување со една главна точка за заземјување, а точката за заземјување треба да има куп за заземјување што ги исполнува барањата за електрично заземјување. Не е дозволено поврзување на единечната машинска обвивка (ПЕ терминал) во серија, во спротивно ќе се воведе пречки пулс, што ќе резултира со неточна должина на сечењето;
11. Лента за идентификација со ко-екструзија
1) Дифузија на идентификациската лента за коекструзија: генерално, таа е предизвикана од неправилен избор на материјали за коекструзија што ги користат корисниците. Треба да се користат PE и други специјални материјали, а температурата на делот за истиснување може да се намали доколку е потребно;
2) Лентата за идентификација на ко-истиснување не може да се истисне: ако не постои лента за идентификација на ко-истиснување 2 часа по стартувањето, таа е генерално предизвикана од завртката за назад на ко-екструдерот; Отстранете ја завртката и повторно затегнете ја завртката;
3) Лентата за идентификација на коеструзијата е премногу тенка или премногу широка: генерално е предизвикана од неусогласеноста помеѓу волуменот на истиснување на машината за коекструзија и брзината на влечење на цевката. Прилагодете го конверторот на фреквенција на машината за коекструзија или променете ја брзината на влечење за да се поклопат двете брзини; Втората причина е што обвивката за вода за ладење во делот за празнење на машината за коекструзија не е поврзана со вода за ладење;
4) Лентата за идентификација на машината за коекструзија понекогаш е отсутна: генерално, поради нерамномерното коеструзија и затнувањето на отворот за бришење на машината за коекструзија, треба да се провери доводот на вода на обвивката со вода за ладење на отворот за бришење и да се избере соодветната големина на честичките за коекструзија (обично се бара големина на честички <3 × 3 mm).
Доколку ви требаат повеќе информации,Ningbo Fangli Technology Co., Ltd.ви посакува добредојде да контактирате за детално барање, ние ќе ви обезбедиме професионални технички насоки или предлози за набавка на опрема.
Испрати барање


X
Ние користиме колачиња за да ви понудиме подобро искуство во прелистувањето, да го анализираме сообраќајот на страницата и да ја персонализираме содржината. Со користење на оваа страница, вие се согласувате со нашата употреба на колачиња.
Политика за приватност