 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Вовед во процесот на истиснување на цевки, опрема, дефекти во квалитетот итн.
Ningbo Fangli Technology Co., Ltd.е апроизводител на механичка опремасо над 30 години искуство наопрема за истиснување на пластични цевки,нова заштита на животната средина и нова опрема за материјали.Од своето основање, Fangli е развиен врз основа на барањата на корисниците. Преку континуирано подобрување, независно истражување и развој на основната технологија и варење и апсорпција на напредна технологија и други средства, развивмеЛинија за истиснување на ПВЦ цевки,Линија за истиснување на цевки PP-R, Линија за истиснување на ЈП водовод / гасна цевка, што беше препорачано од кинеското Министерство за градежништво за замена на увезените производи. Ја стекнавме титулата „Првокласен бренд во провинцијата Жеџијанг“.
I. Процесен тек
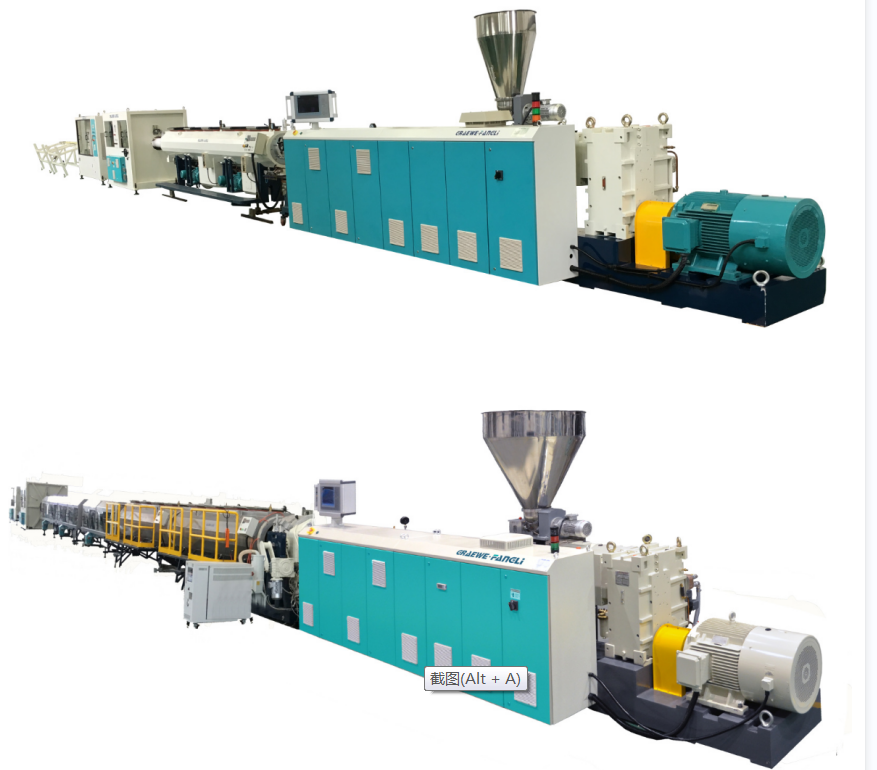
Во моментов, ПВЦ и PO цевките се производи со најголем волумен и на домашно и на меѓународно ниво.Слика 1го прикажува дијаграмот на проток на производниот процес за полиолефински (PO) цевки. Пластиката се внесува во матрицата со прстенест јаз (2) со завртката како рамномерно пластифицирано топење, истиснувајќи ја цевката. Ова веднаш влегува во единицата за калибрација (3) за ладење и димензионирање, а потоа подлежи на дополнително доволно ладење во резервоарот за ладење (4). Цевката се извлекува со постојана брзина со прилагодливиотединица за влечење(6), и на крајот исечете ги на одредени должини со секачот (7). Цевките со тенкоѕида со дијаметар под 160 mm може да се намотаат во ролни со намотувачот (9).

Слика 1 Шематски дијаграм на протокот на процесот на производство на PO цевки
1---Екструдер; 2 ---Цевка умре; 3 ---Калибрационен ракав;
4---Ладење со вакуумска калибрација; 5 ---Резервоар за ладење;
6---Единица за влечење; 7---Секач;
8---Печатач; 9---Намотка
II. Процес и опрема
За производство на PO цевки, aвисокоефикасен екструдер со еден заврткатреба да бидат избрани. Зоната за напојување користи аксијално жлебно буре. Односот на должината и дијаметарот на завртката (L/D) е 30–33:1. Структурата на завртката е дизајн во две фази со различна длабочина и чекор: чекорот во делот за напојување е помал од дијаметарот на завртката, додека чекорот во деловите за топење и хомогенизирање е поголем од дијаметарот на завртката. За да се зголеми ефикасноста на мешањето, некои завртки се опремени со дополнителни елементи на главата за мешање. Овој тип на екструдер со една завртка нуди релативно висок излез и добра пластификација. На пример, екструдер со една завртка со дијаметар на завртката од 90 mm може да постигне излезна моќ поголема од 600 kg/h. Понатаму, производството на PO цевки исполнети со калциум карбонат, бариум сулфат, брашно од дрво или стаклени влакна обично користи коротирачки екструдери со два завртки.
Производството на ПВЦ цевки е фундаментално слично на она на PO цевките. Најчесто се користат контра-ротирачки конусни илипаралелни екструдери со два завртки, овозможувајќи директно истиснување на прашокот за суво мешање. Нивната моќност се движи од 10 kg/h за цевки со мал дијаметар до 1100 kg/h за цевки со голем дијаметар. Односот L/D на завртката се зголеми од минатите 18:1 на 25:1. На пример, аекструдер со две заврткисо дијаметар на завртката од 90 mm може да постигне излезна моќ поголема од 300 kg/h.
Како што може да се види од Слика 1, опремата за истиснување на цевката низводно главно се состои од резервоар за вода за ладење,единица за влечење, секач, намотка, или депонија маса.
Кога цевката излегува од единицата за калибрација и ладење, таа не се лади целосно на собна температура. Доколку не се олади дополнително, температурниот градиент кој постои во радијалната насока на ѕидот на цевката може да предизвика повторно омекнување на веќе зацврстениот надворешен слој поради порастот на температурата, што ќе доведе до деформација. Од друга страна, цевката мора да ги издржи и напрегањата од опремата за влечење, сечење и намотување. Затоа, преостанатата топлина мора да се отстрани, ладејќи ја цевката на собна температура. Методите на ладење вклучуваат водена бања и ладење со прскање. Во резервоарот за ладење со водена бања, нивото на водата треба целосно да ја потопи цевката. Резервоарот е поделен на неколку делови. Влезот за вода за ладење е поставен на последниот дел, предизвикувајќи насоката на протокот на водата да биде спротивна на насоката на истиснување на цевката, создавајќи градиент на температурата на ладење. Ова резултира со постепено ладење на цевките и помал внатрешен стрес. Растојанието помеѓу резервоарот за вода за ладење и единицата за калибрација/ладење не треба да надминува една десетина од вкупната должина на ладење; во спротивно, температурната разлика помеѓу надворешниот ѕид на цевката и водата за ладење може претерано да се зголеми. Иако методот на водена бања е едноставен, температурните разлики помеѓу горните и долните слоеви на водата во резервоарот може да предизвикаат нерамномерно ладење и свиткување на цевката. Дополнително, пловните сили кои делуваат на цевката лесно можат да предизвикаат деформација, што го прави овој метод особено несоодветен за ладење на цевки со голем дијаметар.
Функцијата наединица за влечење цевкие да се обезбеди одредена брзина и сила на извлекување на веќе големината и оладената цевка, надминувајќи ја силата на триење генерирана од уредот за димензионирање на цевката, со што се извлекува цевката со постојана брзина до масата за намотување или одлагалиштето. Единицата за влечење е една од клучните делови на опремата низводно за производство на цевки и мора да ги исполнува следните барања.
(1)Навлечењебрзината мора да биде способна за непречено и непречено прилагодување, обезбедувајќи постојано повлекување на брзината. Нестабилната брзина на извлекување ќе предизвика флуктуирање на дијаметарот на цевката. Брзината на извлекување мора да биде тесно координирана со брзината на истиснување. Дебелината на ѕидот на цевката се прилагодува со регулирање на брзината на влечење: помалата брзина на влечење резултира со подебели ѕидови, поголемата брзина резултира со потенки ѕидови. Изборот на правилна брзина на повлекување е ефективен метод за да се обезбеди усогласеност со димензиите на производот. Модерните дизајни можат да постигнат максимална брзина на повлекување до 30 m/min.
(2)Константавлечењемора да се одржи силата, без појава на притискање-влечење, во спротивно може да предизвика дефекти на површинската брановидност на цевката. Потребна е и доволна сила на влечење. Потребната сила на повлекување се зголемува со контактната површина и радијалниот притисок на големината. За цевки со мал и среден дијаметар, силата на влечење е генерално 100–600 N; за цевки со голем дијаметар, генерално е 800–10.000 N.
(3) Силата на стегање наединица за влечењефаќачот треба да биде прилагодлив и способен да ги фаќа цевките со различни дијаметри без да предизвика оштетување на површината или деформација. Во моментов, широко се користат гриперите од типот на гасеница. Тие се состојат од 2 до 12 патеки рамномерно распоредени околу цевката. Патеките се вградени со одреден број на гумени/пластични блокови за стегање, главно конкавни или под агол за да се зголеми површината со радијален притисок на цевката. Прилагодувањето на силата на стегање се постигнува преку пневматски, хидраулични или механизми со оловни навртки. Бројот на патеки се зголемува со дијаметарот на цевката.
Откако цевката ќе се извлече до одредена должина, таа мора да се исече до должина. Секачите доаѓаат во различни типови, избрани врз основа на дијаметарот на цевката и дебелината на ѕидот, типот на материјалот, должината на сечењето, квалитетот на сечењето, формата на сечење итн. Автоматските секачи од типот на гилотина и кружните радијални пили се погодни за сечење цевки со мал и среден дијаметар; планетарните автоматски секачи се погодни за цевки со голем дијаметар. Откако ќе ја прими командата за сечење, секачот ја фаќа цевката со стегач и се движи во насока на влечење на цевката додека го завршува дејството на сечењето. По сечењето, пневматски механизам го турка назад во положбата за ресетирање.
Масичка за калем и депонија. Само цевките кои не се деформираат за време на свиткување се намотани во намотки со помош на намотувач, со автоматско сечење и растоварување. Линеарната брзина на намотување е синхронизирана со брзината на истиснување и може да се приспособува без чекори. Кога брзината на истиснување е помала од 2 m/min, обично се користи намотувач со една станица; кога брзината на истиснување надминува 2 m/min, треба да се користи намотувач со две станици или дури и со повеќестаници.
III. Клучни фактори за контролирање на дефектите на цевките
Следејќи го редоследот на текот на процесот на Слика 1, клучните поврзани фактори за елиминирање на дефектите во квалитетот се наведени подолу.
(1)Секција за хранење:Формулација на суровини; обликот и големината на суровините; метод на боење; метод на сушење; мешање на повторно мелење/рециклиран материјал; видови и мерење на адитиви; капацитет за ладење на грлото на бункерот.
(2)Екструдер: Дијаметар на завртката; сооднос L/D на завртката; сооднос на компресија на завртката; тип на структура на завртка; брзина на завртката; изведба на вентилација; контрола на температурата на завртката; контрола на греење и ладење на буре; температурни профили долж зоните на екструдерот; вртежен момент на екструдер; потрошувачка на енергија; адаптер; избор и контрола на температурата за менувач на екранот; тип и спецификација на пакетот на екранот.
(3)Умри:Јазот на умре; должина на земјиштето; тип на структура на матрицата; форма на канал за проток; дистрибуција на топење; поставување и контрола на температурата; притисок на главата на умре; контрола на дебелината на ѕидот.
(4) Калибрација и ладење:Метод на калибрација; димензии на калибраторот; вакуумска кутија ниво на вакуум или притисок на воздухот и должина на цевката за калибрација на внатрешен притисок; запечатување на системот за калибрација; време на калибрација; стапка на проток на вода за ладење; температура на водата за ладење; метод на ладење.
(5)Резервоар за вода за ладење:Метод на ладење; распоред на водоводна цевка; стапка на проток на вода за ладење; должина на резервоарот за ладење; температура на водата за ладење; ефективноста на ладењето на цевките.
(6)Единица за влечење: Брзина и контрола на извлекување; калибрација на силата на влечење; сила и контрола на стегање; број на патеки и ефективна должина; цврстина на површината и обликот на блоковите за стегање; контактна површина за влечење.
(7) Секач: Тип на секач; профил и материјал на забот на сечилото на пилата; механизам за ресетирање; собирање чипови и отстранување на прашина; контрола на бучавата; поставување на системот за ограничување; механизам за стегање; погонски систем и моќност; систем за автоматско дејство на сечење.
(8)Масичка за намотки и депонија: Контрола на тензија; команден систем за намалување на должината; избор на станица за виткање; дијаметар на намотување; индикација за дејство на депонијата; линеарна брзина на намотување.
(9) Додаток:Услови за автоматско производство:Мерење на дебелина на ѕидот; контрола на надворешниот дијаметар; статистика за мерење на тежината и производство; Статус на работа на пумпата за топење на запчаник; систем за центрирање на матрицата.
Доколку ви требаат повеќе информации,Ningbo Fangli Technology Co., Ltd.ви посакува добредојде да контактирате за детално барање, ние ќе ви обезбедиме професионални технички насоки или предлози за набавка на опрема.
Испрати барање


X
Ние користиме колачиња за да ви понудиме подобро искуство во прелистувањето, да го анализираме сообраќајот на страницата и да ја персонализираме содржината. Со користење на оваа страница, вие се согласувате со нашата употреба на колачиња.
Политика за приватност