 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Кои се главните причини за абразија на завртките?
Ningbo Fangli Technology Co., Ltd.епроизводител на механичка опремасо речиси 30 години искуство наопрема за истиснување на пластични цевки, нова заштита на животната средина и нова опрема за материјали. Од своето основање, Fangli е развиен врз основа на барањата на корисниците. Преку континуирано подобрување, независно истражување и развој на основната технологија и варење и апсорпција на напредна технологија и други средства, развивмеЛинија за истиснување на ПВЦ цевки, Линија за истиснување на цевки PP-R, Линија за истиснување на ЈП водовод / гасна цевка, што беше препорачано од кинеското Министерство за градежништво за замена на увезените производи. Ја стекнавме титулата „Првокласен бренд во провинцијата Жеџијанг“.
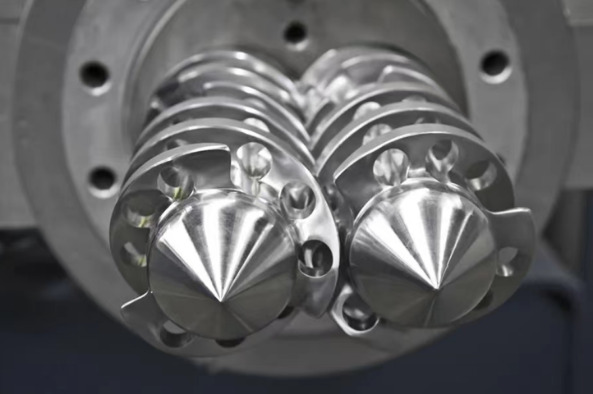
Екструдер за завртки е основната опрема во модификацијата за формирање и мешање на пластика. Во вистинскиот процес на модификација на мешање, завртката на екструдерот е во сурова средина со висок притисок и висока температура и е подложена на огромни сили на триење и смолкнување.
Поради специјалното работно опкружување, триењето на завртката не е заеднички метал-метал, туку полимер од метал до високомолекуларен, така што површината на завртката честопати силно се истроши. Абразијата на завртката го зголемува растојанието помеѓу него и цевката, што влијае на компресија и смолкнување на завртката на материјалот, што доведува до намалување на квалитетот на производот. Од друга страна, честата замена на истрошените завртки ги зголемува трошоците и го одложува распоредот за производство, што резултира со помала продуктивност.
Завртките треба да се отфрлат генерално се должи на тоа што просторот помеѓу завртката и цевката е толку голем по долгорочно триење што материјалот не може нормално да се истисне., а исто така има примери дека работната способност на машината ја надминува границата поради несоодветен дизајн или работа. Следното е краток опис на причините за абразија на завртката.
1. Температура на обработка
Секоја пластика има температурен опсег на обработка за идеална пластификација, а температурата на обработка на бурето треба да се контролира така што е блиску до овој температурен опсег. Пластичните пелети се пренесуваат од бункерот до бурето и тие прво ќе стигнат до делот за полнење. Во делот за полнење, материјалите неизбежно ќе имаат суво триење. Кога овие пластики се недоволно загреани и нерамномерно се стопат, лесно е да се зголеми абразијата помеѓу внатрешниот ѕид на бурето и површината на завртката.
Слично на тоа, во делот за компресија и делот за хомогенизација, ако растопената состојба на пластиката е нарушена и нерамна, тоа исто така ќе предизвика побрзо абење.

2. Брзина на ротација
Брзината на ротација треба да биде правилно прилагодена. Бидејќи некои пластики имаат средства за зајакнување, како што се стаклени влакна, минерали или други полнила. Овие супстанции често имаат многу поголемо триење на металните материјали отколку стопената пластика.
Ако користите голема брзина на вртење, додека ја зголемувате силата на смолкнување на пластиката, лесно е да се распарчат и армираните влакна. Ренданите влакна содржат остри краеви, така што абразивната сила е значително зголемена. Неорганските минерали се лизгаат со голема брзина на металната површина, а ефектот на стругање не е мал. Сè на сè, брзината не треба да се прилагодува премногу висока.

3. Расчистување помеѓу завртката и цевката
Завртката се ротира во цевката, а триењето помеѓу материјалот и двата го прави завртката и работната површина на цевката постепено се истрошуваат, а потоа дијаметарот на завртката постепено се намалува и внатрешниот дијаметар на цевката се зголемува. На овој начин, јазот помеѓу завртката и цевката станува се поголем и поголем поради абразијата.
Меѓутоа, поради бурето пред главата и отпорот на колекторот не е променет, така што го зголемува протокот на истекување на екструдиран материјал, односно протокот на напојување на материјалот се зголемува од јазот до насоката на напојување. Како резултат на тоа, производствениот капацитет на машината се намали. Овој феномен за возврат го зголемува времето на престој на материјалот во бурето, што резултира со распаѓање на материјалот. Ако е ПВЦ, гасот водород хлорид произведен додека се распаѓа ќе ја зајакне корозијата на завртката и бурето.

4. Нерамномерна пластификација на материјали или метални нечистотии измешани
Бидејќи материјалот не е рамномерно пластифициран или металните нечистотии се мешаат во материјалот, силата на вртежниот момент на завртката нагло ќе се зголеми. Овој вртежен момент ја надминува границата на јачината на завртката и доведува до искривување на завртката. Ова е неконвенционална штета од несреќа.
Ова се некои вообичаени причини за абење на завртката, се надеваме дека горната содржина може да ви понуди подобро разбирање и познавање на завртката за истиснување.
Намалувањето на абразијата на завртката и продолжувањето на работниот век на завртката во голема мера ќе ги намали трошоците за одржување на опремата, ќе го обезбеди квалитетот на производот и ќе донесе повисоки економски придобивки за вашата компанија.
Ако ви требаат повеќе информации, Ningbo Fangli Technology Co., Ltd. ве поздравува да контактирате за детална истрага, ние ќе ви обезбедиме професионални технички насоки или предлози за набавка на опрема.
Испрати барање


X
Ние користиме колачиња за да ви понудиме подобро искуство во прелистувањето, да го анализираме сообраќајот на страницата и да ја персонализираме содржината. Со користење на оваа страница, вие се согласувате со нашата употреба на колачиња.
Политика за приватност