 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Дали често се носи завртката на екструдерот? Постојат овие главни причини!
Ningbo Fangli Technology Co., Ltd. е производител на механичка опрема со речиси 30 години искуство наопрема за истиснување на пластични цевки, нова заштита на животната средина и нова опрема за материјали. Од своето основање, Fangli е развиен врз основа на барањата на корисниците. Преку континуирано подобрување, независно истражување и развој на основната технологија и варење и апсорпција на напредна технологија и други средства, развивмеЛинија за истиснување на ПВЦ цевки, Линија за истиснување на цевки PP-R, Линија за истиснување на ЈП водовод / гасна цевка, што беше препорачано од кинеското Министерство за градежништво за замена на увезените производи. Ја стекнавме титулата „Првокласен бренд во провинцијата Жеџијанг“.
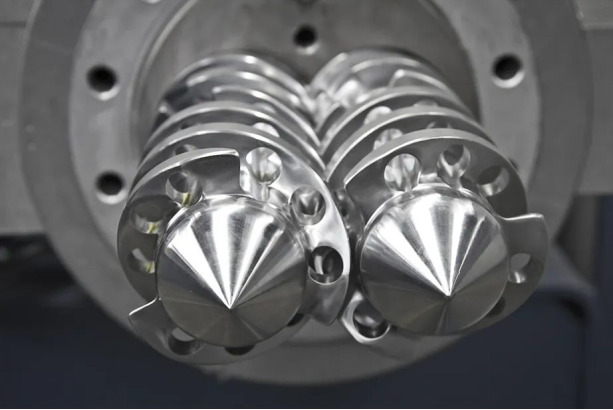
Екструдер за заврткие основната опрема за модификација на формирање и мешање на пластика. Во вистинскиот производствен процес на изменување на мешање, завртката наекструдере во суровата средина со висок притисок и висока температура, и носи огромна сила на триење и смолкнување.
Поради посебната работна средина, наекструдерзавртката не е вообичаено триење од метал со метал, туку од метал кон полимер, така што абењето на површината на завртката е често сериозно.
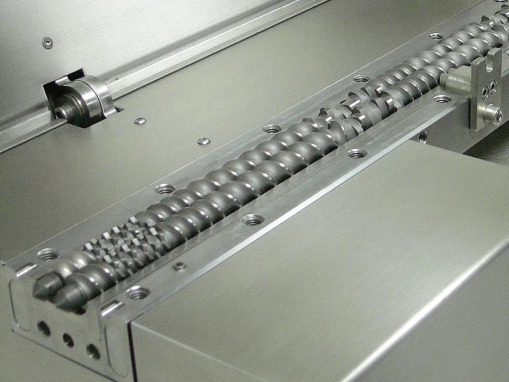
Абењето на завртката го зголемува растојанието помеѓу завртката и цевката, што влијае на компресија и стрижење на завртката на материјалот, што доведува до пад на квалитетот на производот. Од друга страна, честата замена на истрошените завртки не само што ги зголемува трошоците, туку и го одложува производствениот план, што резултира со помала производна ефикасност.
Завртката генерално се расипува поради долгорочно абење, а јазот помеѓу завртката и цевката е премногу голем за нормално да се истисне. Меѓутоа, има и случаи каде што работниот стрес предизвикан од неправилен дизајн или работа ја надминува границата на јачината и е оштетен. Следното е краток вовед во причините за абење на завртката за истиснување:
1 Температура на обработка
Секој вид пластика има идеален температурен опсег за обработка на пластифицирање. Температурата на обработка на бурето треба да се контролира за да се приближи до овој температурен опсег. Кога пластичните честички ќе влезат во бурето од бункерот, тие прво ќе стигнат до делот за хранење, каде што неизбежно ќе се појави суво триење. Кога овие пластики не се загреваат доволно и топењето е нерамномерно, лесно е да се формираат внатрешниот ѕид на бурето и површината на завртката за да се зголеми абењето.
Слично на тоа, во делот за компресија и делот за хомогенизација, ако состојбата на топење на пластиката е нарушена и нерамна, абењето исто така ќе се забрза.

2 Брзина
Брзината треба да биде правилно прилагодена. Некои пластики се додаваат со средства за зајакнување, како што се стаклени влакна, минерали или други полнила. Силата на триење на овие супстанции врз металните материјали често е многу поголема од онаа на стопената пластика.
Ако се користи голема брзина на вртење, лесно е да се кине арматурното влакно додека се подобрува пластичната сила на смолкнување. Искинато влакно содржи остри краеви, што во голема мера ја зголемува силата на абење. Кога неорганските минерали се лизгаат на металната површина со голема брзина, нивниот ефект на стругање не е мал. Затоа, брзината не треба да биде превисока.
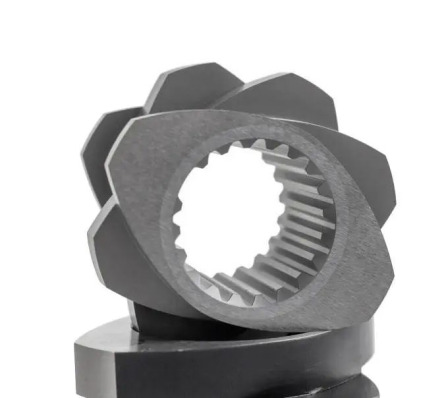
3 Празнина помеѓу завртката и бурето
Завртката се ротира во цевката, а триењето помеѓу материјалот и двата предизвикува постепено абење на работната површина на завртката и цевката, дијаметарот на завртката постепено се намалува, а дијаметарот на внатрешната дупка на бурето постепено се зголемува. На овој начин, јазот во дијаметарот на вклопување помеѓу завртката и цевката малку се зголемува со постепеното абење на двете.
However, because the resistance of the head and the splitter plate in front of the barrel has not changed, the leakage flow of the extruded material is increased when it moves forward, that is, the flow of the material from the diameter gap to the feeding direction is increased. As a result, the production of plastic machinery decreased. This phenomenon increases the residence time of materials in the barrel, causing material decomposition. In case of PVC, the hydrogen chloride gas generated from decomposition strengthens the corrosion of screw and barrel.

4 Нерамномерна пластификација на материјали или метални туѓи материи
Бидејќи материјалите не се рамномерно пластифицирани или металните туѓи материи се мешаат во материјалите, вртежниот момент на завртката наеднаш се зголемува. Овој вртежен момент ја надминува границата на јачината на завртката, поради што завртката се скрши. Ова е неконвенционална штета од несреќа.
Горенаведените се најчестите причини за абење на завртката и се надеваме дека преку горната содржина, можеме подобро да ја разбереме завртката за истиснување.
Намалувањето на абењето на завртката и продолжувањето на работниот век на завртката во голема мера ќе ги намали трошоците за одржување на опремата, ќе го обезбеди квалитетот на производите и ќе донесе повисоки економски придобивки за претпријатијата.
Ако ви требаат повеќе информации, Ningbo Fangli Technology Co., Ltd. ве поздравува да контактирате за детална истрага, ние ќе ви обезбедиме професионални технички насоки или предлози за набавка на опрема.
Испрати барање


X
Ние користиме колачиња за да ви понудиме подобро искуство во прелистувањето, да го анализираме сообраќајот на страницата и да ја персонализираме содржината. Со користење на оваа страница, вие се согласувате со нашата употреба на колачиња.
Политика за приватност